

 联系我们
联系我们

工博士机器人技术有限公司
OTC_欧地希_机器人授权代理服务商
OTC_欧地希_机器人授权代理服务商
主营业务:OTC机器人、OTC焊接机器人、OTC机器人示教器、OTC机器人保养、OTC机器人配件、OTC机器人集成、OTC焊接机器人示教器、OTC焊接机器人保养、OTC焊接机器人配件、OTC焊接机器人集成、OTC机器人售后、OTC机器人维修、OTC机器人培训、OTC焊接机器人售后、OTC焊接机器人维修、OTC焊接机器人培训、OTC弧焊机器人、OTC机器人变位机、欧地希机器人、欧地希焊接机器人、欧地希机器人示教器、欧地希机器人保养、欧地希机器人配件、欧地希机器人集成、欧地希焊接机器人示教器、欧地希焊接机器人保养、欧地希焊接机器人配件、欧地希焊接机器人集成、欧地希机器人售后、欧地希机器人维修、欧地希机器人培训、欧地希焊接机器人售后、欧地希焊接机器人维修、欧地希焊接机器人培训、欧地希弧焊机器人、欧地希机器人变位机等;
--------------------------------------------------------------------------------------------------
了解更多请咨询:陈工 13918763764
--------------------------------------------------------------------------------------------------
将控制柜和示教器的旋钮都调整到示教模式, 此时示教器进入示教模式
首先了 解一下示教器中一些代号及按钮的作用 :
将机器人记录的状态进行如下说明:
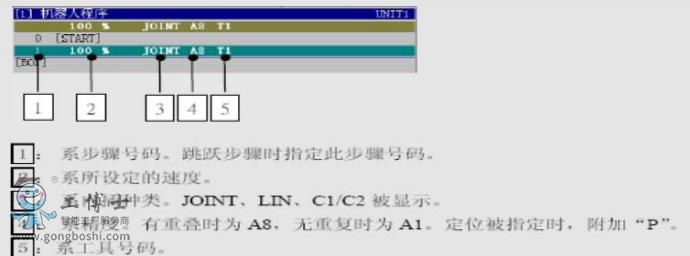
①、 图中1 为机器人程序中的步骤号码, 此步骤号码会随着程序步骤的删除或插入步骤此号码会相应的增加或是减小。
②、 图中2 为机器人移动的速度, 这个速度可以有三种表示方式 % 这个是指机器人的移动能力的表示方式 cm/min 这个是指机器人线速度的表示方式 sec 这个是指机器人移动时间的表示方式
③、 图中3 指机器人的内插种类, 种类也可以分为三种
JOINT 指关节内插, 是指机器的人各轴单独运动, 工具***的轨迹不定, 机器人程序设定动, 机器人步骤从第上一点到第下一点的机器人各轴怎么快运动到点怎么运动。
LIN 指直线内插, 机器人记录下一步骤运动方式是直线内插时, 工具***在连结步骤间的直线上运动。
CIR 指圆弧内插, 机器人目标步骤跟下一步骤为圆弧内插时, 工具***在圆弧上运动。
注: 机器人使用圆弧内插时, 必须要有三个点才能组成一段圆弧。
④、 图中4 指的是机器人的内插精度, 精度可以分为8 个等级, 其中 A1 的精度是***准确的,A8 的精度是离记录点的位置相差是***大的。
⑤、 图中5 指的是机器人的工具号码, 机器人上可以安装多种工具, 在设定程序时设定好工具后, 只要更换工具就可以使用了 。
如何编程
***步: 如何创建一个程序。
按下 +, 此时显示程序选择窗口 , 选择一览表显示, 可以看到示教器中所有已经编好的程序。 现用程序后面显示的目前正在使用的程序编号, 在调用程序后面填入一个尚未编写程序的编号, 按下确定按钮 , 便可以进入到一个新的空白程序中。
在空白程序中点击 fn 按键, 打开功能记录菜单, 在弹出的菜单中输入 99, 按确定键,打开说明功能, 在弹出的窗口中为你想要创建的程序写一个说明 , 确认后如图所示 。
第二步: 如何焊接
在原点位置记录下机器人此时的状态, 按下 , 此时机器人在原点的位置被记录。
按下 sw 拉杆, 通过轴键和坐标建来调节焊***的位置。
在焊缝起点位置时按下记录键, 记录下此时的位置。当把开始焊接的位置点记录下来后,就可以开始起弧, 开始焊接了, 要开始焊接时, 就必须要在机器人程序开始点位置后面加一个开始焊接的命令 AS, 这个命令机器人出厂时分配在 F7 鍵上, 当要此命令时按下 F7 鍵(也可以通过 fn 414 打开 AS 命令), 当按下 F7 鍵时机器人画面如下显示:

可以在 AS 中调整电流电压及焊接的速度。 调整好后, 点击写入所对应的 f12 按键。 写入后显示如图:
之后记录机器人在焊接过程中需要经过的其他点。 机器人在焊接过程中必须要用内插直线或是圆弧的行走方式, 才能进行焊接, 不能以JOINT 的方式进行焊接, JOINT 方式焊出来的是一排点。
若是焊缝为直线时, 应用 LIN 内插, 线速度修改为默认值 7200cm/min。
若是圆, 则用内插 CIR1, 一个圆或者圆弧至少需要记录 3 个点, 收弧的时候使用内插CIR2, 线速度也改为默认值 7200cm/min。
***后需要一个焊接结束的位置, 当焊接结束位置设定好后必须要有一个收弧信号, 这样机器人才会让焊机停止焊接。 信号的设定为为 +f7 键(也可以使用 fn 415 调用 AE 程序), 如图:
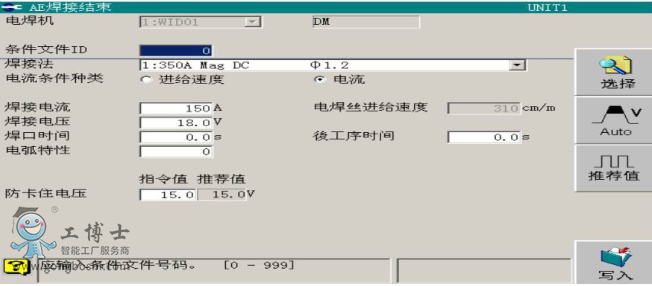
参数设定好后按下 F12 写入, 写入后机器人画面显示如下:
焊接结束后机器人就可以离开机器人工作的范围 ***后将机器人回到原点, 同时记录下位置。 启用 fn 92 命令, 结束焊接。
第三步: 焊接程序检查
按下 sw 拉杆不放, 再按下前进检查键, 可以对焊接的运行路径进行检查和调校, 若是位置有所偏离, 可以通过轴键调整到合适位置, 再通过 + , 对当前位置进行覆盖, 也可以使用 +进行修正。 如果需要插入新的位置, 可以将光标移动到需要需要插入的前一个位置上, 然后通过 sw+轴键调整机器人到需要插入的位置点上, 按 + 键, 插入需要的位置坐标。
至此, 一个焊接程序完成。

了解更多 OTC机器人